背景
陶器とは粘土を型取り、乾燥、焼き、通常は釉薬や仕上げをして容器や装飾品にしたものである。 粘土は地球から掘り出された天然物であり、何百万年もかけて地殻内の岩石から分解されたものである。 分解は、水が岩を浸食して分解し、それらを堆積させることで起こります。 注意しなければならないのは、クレイボディと粘土は別物だということです。 したがって、陶器は生の粘土から作られるのではなく、粘土と他の材料の混合物である。
陶芸家は多くの方法のうちの一つで製品を形成することができる。 粘土を手で、あるいはろくろを使って型取りしたり、原型の形を製品に写す道具を使ってジグザグにしたり、型に流し込んで乾燥させたり、四角や平板に切ったり型押ししたりすることがある。 陶器の成形方法は、それを作る職人の数だけあるのです。
陶器は、粘土を熟成させるのに十分な高温で焼かなければならない。つまり、高温によって作品が固まり、水を保持できるようになる。 この焼成に不可欠なのが、未焼成の鉢の表面に液体の釉薬(塗る場合と浸す場合がある)を加えて化学成分を変化させ、焼成した鉢の表面に融着させることである。 そして、その陶器は水を保持できることを意味する「ガラス質」と呼ばれるようになる。
歴史
陶工は数百万年前から粘土体から器を形成してきた。 遊牧民が定住して火を発見すると、土鍋の焼成もそう遠くない時期に行われるようになった。 粘土の球に指や親指を差し込んで開口部を作る「つまみ鉢」が最初の土器であろう。 長いコイル状の粘土を混ぜて作るコイルポットも、そう遠くはない。 この最初の土器は低温で焼かれたため、もろく、多孔質であった。 古代の陶工たちは、焼成前に岩石や硬い木で表面を磨くことで、この問題を部分的に解決した。 この低温で焼かれた土器は、この火で黒く変色してしまったのである。 装飾は、柔らかい粘土に切り込みを入れたり、道具を差し込んだりして行うのが一般的であった。 実用的なものから、豊穣の神々を表現するものまで、さまざまなものが作られた。
古代エジプトと中東の文明は、紀元前5000年頃には建築と家庭用に粘土を利用していた。 紀元前4000年頃には、古代エジプト人はより大規模な陶器作りに取り組んでいた。彼らはより細かい粘土を使い、初期の窯でより高い温度で作品を焼き、直火から鍋を取り除くことで火による黒ずみを防いだ。 また、粘土で作ったレンガは建築材料としても使われた。 古代中国では、紀元前3500年頃には、丸い台座に格子状の装飾を施した黒い陶器が作られていた。 紀元前1000年頃になると、ろくろを使い、より洗練された釉薬(ゆうやく)が開発された。 この陶器は葬式に使われることが多かった。 紀元前1000年頃には、ギリシア人がろくろを使い、精巧な形の陶器を作り始めました。 先コロンビア人、古代イベリア人、古代ローマ人(装飾を施した成形陶器)、そして古代日本人は、宗教用だけでなく家庭用としても美しい陶器を作り出した。
18世紀半ばまで、ヨーロッパの陶工たちは、完成した作品を少量ずつ市場や商人を通して販売するのが一般的だった。 より多く売りたい場合は、より多くの作品を市場に持ち込んだ。 しかし、イギリスの生産陶工たちは、完成品を消費者に届けるのではなく、新しいボディタイプの実験や釉薬の完成、工場で作られた製品の注文を受けたりしていた。 18世紀後半になると、多くの陶芸家もそれに倣い、さまざまな新しいボディや釉薬の実験に取り組んだ。 消費者がこの作品の外観を保証できるように、安定した製品を大量に作るために金型が使用されました。
原材料
主要鉱物はカオリナイトで、粘土は一般に酸化アルミニウム40%、酸化ケイ素46%、水14%と表現されることがある。 粘土には一次粘土と二次粘土の2種類がある。 一次粘土は、水や氷河によって運ばれておらず、他の堆積物と混ざり合っていないため、その元となった岩石と同じ場所にある。 一次粘土は、重く、密度が高く、純粋である。 二次粘土は、軽い堆積物が水によって遠くまで運ばれて堆積したものである。 この二次粘土は堆積物の混合物であり、一次粘土よりも細かく、軽い。 添加物の違いにより、粘土の性質はさまざまに変化する。 粘土は、水を加える必要がある粉末の状態と、すでに水が加えられている状態の2種類で生産される。 大規模な工場では、粘土を乾燥した状態で大量に購入し、毎日必要に応じて粘土のバッチを作り上げる。

この愛らしい、がっしりとしたストーンウェアのティーポットは、19世紀のイギリスの陶器会社の中でおそらく最もよく知られている、イギリスのスタフォードシャーのJosiah Wedgwood and Co.の作品である。 ティーポットとそれに付随するカップは、1700年代半ば頃、「お茶」とその儀式が発展的に重要視されたため、大変な人気を博した。 したがって、18世紀のポーターたちの主力は、ティーポットとカップのセットだったのである。
ジョサイア・ウェッジウッドは、どちらかというと無計画に陶器を供給するだけでは満足しなかった。 彼は、高品質で魅力的な陶器に大きな市場があることを知っており、製品の安定化と、人々が手に入れなければならない新しい製品の開発に全力を尽くしたのである。 彼は、注文を受けてから商品を売るという、サンプル品やストック品を作った最初の陶芸家の一人である。 また、一人の作業者が完成品に大きな影響を与えないように、作業工程を多くの異なるステップに分けた。 ウェッジウッドにとって特に重要だったのは、ウェッジウッドのために原型となる形やデザインを作るモデラーとアーティストの仕事であった。 ウェッジウッドは、これらのアーティストがアンティークに見える新しい陶器のデザインを提供できることを発見し、これらのネオ・クラシコル作品は、長年にわたり彼のビジネスの主軸となったのです。
Nancy EV Bryk
釉薬は、焼成中に融合する材料でできており、壺をガラス質にしたり、液体を通さないようにしたりするものです。 (窯業技術者は、吸水率が0.5%未満をガラス質壺と定義しています)。 釉薬には、火打石や石英を粉砕・焼成して得られるガラス化元素のシリカ、釉薬を粘土に溶かすフラックス、釉薬を固めて安定させる耐火物の3つの元素が必要です。 色は、アンチモン(黄)、銅(緑、トルコ石、赤)、コバルト(黒)、クロム(緑)、鉄、ニッケル、バナジウムなどの金属酸化物を加えることで得られる。 釉薬は一般的に乾燥した状態で生産陶芸家が購入する。 釉薬は計量され、水と一緒にボールミルに入れられます。 釉薬はボールミル内で混合され、釉薬内の天然粒子の大きさを小さくするために釉薬を粉砕します。
デザイン
陶磁器工場にはアートディレクターがおり、その仕事は陶磁器会社のために市場性のある商品を考案することである。 一般的にアートディレクターは、マーケティング担当者とともに、新しい作品のアイデアを開発したり、創作したりする。 (面白いことに、多くの陶器メーカーは、色鮮やかなフィエスタ焼きのように、何十年も前に流行った古い形を再現しているので、新しいデザインは必ずしも必要ではないし、望ましいとも言えない)。 アートディレクターは、クレイモデラーと協力して、アートディレクターが指定するオリジナルのフォルムを制作する。 そして、その原型が製品化可能なものであれば、ジグザグマシン(原型を製品にトレースする機械)用の石膏原型や、製品化するために粘土を流し込むくぼみなどを作るのです。
製造工程
粘土を混ぜる
- 1 粘土は粉末の状態でトラックや鉄道で運ばれて来る。 この粉末を水で湿らせ、巨大なタンクの中でブランジャーと呼ばれるパドルで混ぜ合わせる。 水を均一にするため、複数のスピンドルで粘土を混ぜ合わせ、再混合する。 大手の陶芸家では10万ポンド(45,400kg)のロットを混ぜるのが普通で、1日に2バッチを混ぜることもあるそうだ。 この時点で、スラリーの水分は約30%です。
- 2 次に、スラリーをフィルタープレスする。 スラリーを袋やフィルターで挟んでプレスする装置(サイダープレスのようなもの)で、余分な水分を強制的に排出する。 出来上がった粘土は厚みがあり、かなり乾燥しているので、今はケーキと呼ばれ、水分は20%程度である。
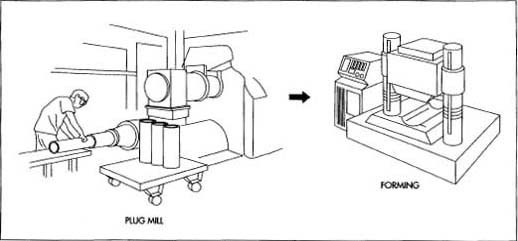
- 3 ケーキは次にプラグミルに入れられ、そこで粘土が細かく刻まれる。 この刻みによって露出したエアポケットをポンプで吸い出すと、粘土が脱気される。 その後、ケーキは円柱状に成形され、成型や成形の準備に入ります。
ジギング
- 4 通常の中空鍋を作る最も早い方法は、ジギングマシンを使用することである。 そのため、花瓶などの中空製品は、ほとんどがジグザグ盤で作られている。 プラグミルでつくられた円柱状の粘土は、ジグザグマシンに送られる。 花瓶を作るには、湿った粘土の円柱を吸引アームでジグザグ盤に落とし、石膏型の中に粘土を配置する。 そして、金属製のアームが湿った粘土の円柱を石膏型の内壁に押し付け、新しい器を形成する。 石膏型と湿った粘土
 形成された緑器は、釉薬をかけられ、焼成されて陶器となる。
形成された緑器は、釉薬をかけられ、焼成されて陶器となる。内部は機械から降ろされ、乾燥機に入れられる。 粘土が熱せられ、わずかに乾くと、新しい湿った粘土が石膏型から引き離されるため、簡単に取り外すことができるのだ。 このように、新しい器を作るたびに石膏型を使うので、工場には何千もの石膏型が必要なのです。 この工場では、1分間に9個の陶器を作ることができるかもしれません。
- 5 成形された作品の粗い縁を機械で取る。 きれいになった作品は、トンネル乾燥機につながる連続移動ベルトに乗せられ、釉薬と焼成の前に作品を加熱し、水分を1%未満にする。
スリップキャスティング
- 6 繊細で複雑なシルエットの陶器は、しばしばスリップキャスティングで成形される。 2液の石膏型に流し込み、余分なものを流し込んで固め、乾燥させる。 石膏型が余分な水分を吸い上げ、乾燥を早めてくれる。 石膏型は、グリーンウェア(まだ少し湿った状態の装飾されていない粘土片)が十分に硬くなった時点で開かれ、型から粗い縁や継ぎ目を取り除き、スリップキャストされたグリーンウェアは加熱乾燥機での乾燥に備えられる。
釉薬
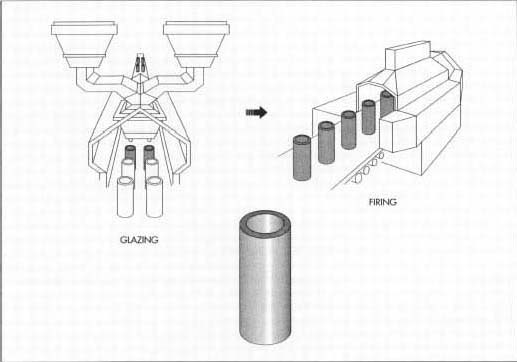
- 7 作品が乾燥したら、釉薬の準備に入ります。 釉薬の滝のように流れる釉薬で全体を覆う場合と、スプレーで釉薬を吹き付ける場合があります。 花瓶のような深いくぼみのある器では、内側まで完全に釉薬が行き渡るように手で流さなければなりません。 釉薬の厚さは、一般に0.016〜0.007インチ(0.015〜0.017センチ)です。 また、より装飾的な釉薬が施されることもあります。 スクリーン印刷でプリントされたもの、手で装飾デカールを貼ったもの、機械でラインや同心円を描いたもの、手で絵付けをしたものなどがあります。
焼成
- 8 窯はガス、石炭、電気で加熱することができる。 ある大手の生産窯元では、天然ガスで焼成するトンネルキルンも使われている。 大きな車やワゴン(約5フィートまたは1.5メートル四方、高さ5フィートまたは1.5メートル近く)に未焼成の陶器を積んで窯に送り、一週間に約2万ダースの陶器を焼く。 新しい窯は古い窯より高温で、焼成時間も短く、約2260℃の窯の中で5時間程度焼くことができる。
窯の中で釉薬がガラスのような膜に変化し、液体をほとんど通さなくなる。 新しい窯と釉薬によって、単色の陶器は一度だけ焼成すればよい。 (多くの釉薬は、緑色の器を一度焼いてビスクやくすんだ白色の硬い体にした後、釉薬をかけて再び焼く必要があるが、新しい生産釉薬の中にはその必要がないものもある)
- 9 素焼きの足(底)をクリーニングパッド付きの機械で研磨する。 その後、作品はビンに入れられ、包装に回され、販売のために出荷される準備が整う。
品質管理
すべての原材料は、同社が定めた基準に照らし合わせてチェックされる。 粘土は製品に必要な成分を含み、会社が発注したものでなければならない。 釉薬は可能な限り純粋でなければならず、色合い、粘度、重力などが正しいかどうかチェックされます。 窯の温度は、ヒートコーンや熱電対などで注意深くモニターされなければならない。 そして、生産に携わる人間一人ひとりが、自分の目で粗悪品を監視しているのです。
副産物・廃棄物
陶磁器の生産から生じる有害な副産物はない。 ジグザグ機やスリップキャスティングで生じた粘土のくずや不完全な破片は、再混合して再利用することができます。 釉薬はFDA(食品医薬品局)の要求する鉛フリーでなければならず、釉薬はFDAにカドミウムや鉛を含まないことを保証するために社内でテストされています。 すべての釉薬は人の手で触れることができ、生の状態でも有害ではありません。
もっと知りたいところ
書籍
Barber, Edwin Atlee. アメリカの陶器と磁器. ニューヨーク: G. P. Putnam’s Son’s, 1893.
Chavarria, Joaquim. 陶磁器大図鑑. ニューヨーク: Watson-Gupthill, 1994.
フォーティー,エイドリアン. 欲望のオブジェ. ニューヨーク: パンテオンブックス, 1986.
ヒラー、ビビス. 陶器と磁器1700-1914. New York: メレディス出版、1968年。
-Nancy EV Bryk