Fundo
A cerâmica é argila modelada, seca e cozida, geralmente com um esmalte ou acabamento, num vaso ou objecto decorativo. A argila é um produto natural escavado na terra, que se decompõe da rocha dentro da crosta terrestre há milhões de anos. A decomposição ocorre quando a água corrói a rocha, quebra-a e deposita-a. É importante notar que um corpo de argila não é a mesma coisa que a argila. Os corpos de argila são argilosos misturados com aditivos que dão à argila propriedades diferentes quando trabalhada e cozida; assim, a cerâmica não é feita de argila crua, mas de uma mistura de argila e outros materiais.
O oleiro pode formar o seu produto de uma das muitas maneiras. A argila pode ser modelada à mão ou com a ajuda de uma roda de oleiro, pode ser sacudida usando uma ferramenta que copia a forma de um modelo mestre numa peça de produção, pode ser vertida num molde e seca, ou cortada ou estampada em quadrados ou placas. Os métodos para formar a cerâmica são tão variados como os artesãos que os criam.
A cerâmica deve ser cozida a uma temperatura suficientemente elevada para amadurecer a argila, o que significa que a temperatura elevada endurece a peça para permitir que esta retenha água. Uma parte integrante desta queima é a adição de esmalte líquido (pode ser pintado ou mergulhado no esmalte) à superfície do pote não queimado, que muda a composição química e se funde com a superfície do pote queimado. Então, a cerâmica é chamada de vítrea, o que significa que pode reter água.
História
Os oleiros têm vindo a formar vasos a partir de corpos de barro há milhões de anos. Quando o homem nómada se estabeleceu e descobriu o fogo, a queima de vasos de barro não ficou muito para trás. As panelas de beliscão, feitas de bolas de barro em que são inseridos dedos ou polegares para fazer a abertura, podem ter sido a primeira olaria. As panelas de espiral, formadas a partir de longas bobinas de barro que são misturadas, não estavam muito atrás. Estes primeiros potes foram queimados a baixas temperaturas e eram, portanto, frágeis e porosos. Os antigos ceramistas resolveram parcialmente este problema, queimando as superfícies com uma pedra ou madeira dura antes de atirar. Estas panelas de baixa temperatura eram enegrecidas por estas fogueiras. A decoração era geralmente o resultado de incisões ou inserções de ferramentas em argila macia. Os primeiros oleiros criaram objectos que podiam ser utilizados para fins práticos, bem como objectos que representavam os seus deuses da fertilidade.
As civilizações do antigo Egito e do Oriente Médio utilizavam a argila para a construção e uso doméstico no início de 5000 a.C. Em 4000 a.C. , os antigos egípcios estavam envolvidos em cerâmica em uma escala muito maior. Eles utilizavam argilas mais finas e disparavam as peças a temperaturas muito mais elevadas nos primeiros fornos que retiravam as panelas do fogo direto para que não fossem enegrecidas do fogo. Os tijolos de barro também eram usados como material de construção. Os antigos chineses produziam cerâmica preta em 3500 a.C. com bases redondas e decoração entrançada. Mais perto de 1000 a.C., os chineses usavam a roda do oleiro e desenvolviam esmaltes mais sofisticados. A sua olaria era frequentemente incluída nas cerimónias fúnebres. No primeiro milênio a.C. , os gregos começaram a jogar panelas sobre rodas e a criar formas requintadas. Pré-colombianos, antigos ibéricos, os antigos romanos (que moldavam a cerâmica com decoração em relevo), e os antigos japoneses, todos criaram belas olarias para uso doméstico e também para fins religiosos.
Até meados do século XVIII, os ceramistas europeus geralmente vendiam pequenas quantidades de peças completas num mercado ou através de comerciantes. Se quisessem vender mais, levavam mais artigos para o mercado. No entanto, os oleiros de produção britânicos experimentaram novos tipos de corpos, aperfeiçoaram esmaltes, e receberam encomendas de produtos feitos em fábricas em vez de levarem produtos acabados ao consumidor. No final do século XVIII, muitos outros oleiros seguiram o exemplo, experimentando todos os tipos de novos corpos e esmaltes. Os moldes eram usados para fazer quantidades maciças de produto consistente, para que o consumidor pudesse ter a certeza do aspecto desta peça.
Matérias-primas
Seu mineral primário é a caulinita; a argila pode ser geralmente descrita como 40% de óxido de alumínio, 46% de óxido de silicone, e 14% de água. Existem dois tipos de argilas, a primária e a secundária. A argila primária é encontrada no mesmo local que a rocha da qual é derivada – não foi transportada por água ou glaciar e, portanto, não foi misturada com outras formas de sedimentos. A argila primária é pesada, densa e pura. A argila secundária ou sedimentar é formada por sedimentos mais leves que são transportados para mais longe na água e depositados. Esta argila secundária, uma mistura de sedimentos, é mais fina e mais leve do que a argila primária. Os aditivos variáveis dão à argila características diferentes. A argila chega a um oleiro de produção numa de duas formas – como um pó ao qual deve ser adicionada água, ou com água já adicionada. Grandes fábricas adquirem a argila em grandes quantidades como material seco, compondo o lote de argila conforme a necessidade de cada dia.

Este adorável bule de grés é obra de Josiah Wedgwood and Co., de Staffordshire, Inglaterra, talvez o mais conhecido das empresas de cerâmica britânicas do século XIX. Os buleiros e chávenas associadas tornaram-se muito populares em meados do século XVII, devido à importância do desenvolvimento do “chá” e da sua cerimónia. Assim, um dos pilares dos carregadores no século XVIII era o bule e os conjuntos de chávenas.
Josiah Wedgwood não se contentava em simplesmente fornecer cerâmica de forma aleatória. Ele sabia que havia um grande mercado para cerâmica de alta qualidade e atractiva e certamente faria o seu melhor para regularizar o produto e desenvolver alguns novos produtos que as pessoas apenas tinham de ter. Ele foi um dos primeiros oleiros a vender antecipadamente os seus produtos através de encomendas, criando assim uma amostra ou produto “em stock”. Como seus produtos tinham que ser uniformes, ele desenvolveu esmaltes que dariam resultados consistentes e dividiu o processo de trabalho em muitas etapas diferentes para que um trabalhador não tivesse um impacto tremendo no produto final. Particularmente importante para a Wedgwood foi o trabalho do modelista e do artista, que fez os protótipos de formas e desenhos para a Wedgwood. Wedgwood descobriu que estes artistas podiam fornecer desenhos para novas cerâmicas que pareciam antigas, e estas peças neo-classicol foram a base do seu negócio durante muitos anos.
Nancy EV Bryk
Os vidrados são feitos de materiais que se fundem durante o processo de queima, tornando o vaso vítreo ou impermeável a líquidos. (Os engenheiros de cerâmica definem vítreo como um pote que tem uma taxa de absorção de água inferior a 0,5%). Os vidrados devem ter três elementos: a sílica, o elemento vitrificante (converte a cerâmica crua numa forma vítrea) – é encontrada na pedra moída e calcinada e no quartzo; o fluxo, que funde o vidrado com a argila; e o material refratário, que endurece e estabiliza o vidrado. A cor é derivada pela adição de um óxido metálico, incluindo antimônio (amarelo), cobre (verde, turquesa ou vermelho), cobalto (preto), cromo (verde), ferro, níquel, vanádio, etc. Os esmaltes são geralmente adquiridos na forma seca por oleiros de produção. Os esmaltes são pesados e colocados em um moinho de bolas com água. Os esmaltes são misturados dentro do moinho de bolas e moem o esmalte para reduzir o tamanho das partículas naturais dentro do esmalte.
Design
As fábricas de cerâmica incluem directores de arte cujo trabalho é conceber produtos comercializáveis para a empresa de cerâmica. Geralmente o diretor de arte, trabalhando com marqueteiros, desenvolve ou cria uma idéia de uma nova criação. (Curiosamente, muitas empresas de olaria estão a reproduzir antigas formas populares há décadas atrás, tais como Fiesta Ware colorida, para que o novo design não seja necessário ou desejável em todos os casos). O diretor de arte então trabalha com um modelador de argila, que produz uma forma original da criação de acordo com as especificações do diretor de arte. Se a forma for considerada um candidato viável para a produção, o modelador faz um mestre de gesso para a máquina de jiggering (que essencialmente traça uma forma mestre sobre uma peça de produção) ou um oco no qual a argila é vertida a fim de formar uma peça de produção.
O Processo de Fabrico
Mistura da argila
- 1 A argila chega por camião ou calha em pó. O pó é humedecido com água e misturado num enorme tanque com uma pá chamada blunger. Múltiplos fusos misturam e misturam novamente a argila, de modo a distribuir uniformemente a água. Um lote típico misturado num grande oleiro de produção é de 100.000 lb (45.400 kg) e muitas vezes misturam dois lotes num único dia. Neste ponto, o barro é cerca de 30% de água.
- 2 A seguir, a lama é prensada com filtro. Um dispositivo pressiona o chorume entre sacos ou filtros (como uma prensa de sidra) para forçar a saída do excesso de água. A argila resultante é espessa e bastante seca e chama-se bolo agora e é cerca de 20% de água.
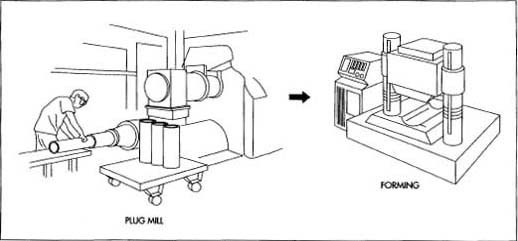
- 3 O bolo é então colocado num moinho com tampa, no qual a argila é cortada em pedaços finos. Este corte desprende a argila enquanto as bombas aspiram as bolsas de ar que são expostas por este processo. O bolo é então formado em cilindros que agora estão prontos para serem moldados ou formados.
Jiggering
- 4 A maneira mais rápida de produzir um pote oco e regular é usando uma máquina de jiggering. Assim, os artigos ocos, como vasos, são em grande parte feitos em máquinas de jiggering. Os cilindros de argila feitos no moinho de tampões são enviados para a máquina de jiggering. A fim de fazer um vaso, um cilindro de argila úmida é lançado na máquina de jiggering por um braço de sucção que posiciona a argila dentro de um molde de gesso. Um braço de metal então desce para dentro do cilindro de argila úmida forçando-o contra a parede interna do molde de gesso, formando assim o novo vaso. O molde de gesso, com argila húmida
 Uma vez formado, o material verde é vidrado e depois queimado, criando a cerâmica.
Uma vez formado, o material verde é vidrado e depois queimado, criando a cerâmica.no interior, é então levantado da máquina e colocado em secador. Quando o barro aquece e seca ligeiramente, o novo barro molhado afasta-se do molde de gesso e pode assim ser facilmente removido. Assim, a fábrica deve ter milhares de moldes de gesso para fazer estes vasos ou outros artigos ocos como um molde de gesso é usado para fazer cada novo vaso. A fábrica pode ser capaz de fazer até 9 peças de cerâmica em um único minuto.
- 5 Uma máquina retira as bordas ásperas da peça moldada. As peças limpas são colocadas em uma esteira de movimento contínuo que leva aos secadores de túnel, que aquecem as peças e reduzem o conteúdo de água a menos de 1% de umidade antes de envidraçar e queimar.
Fundição deslizante
- 6 A cerâmica de silhueta delicada ou intrincada é frequentemente formada por fundição deslizante. Um escorregamento ou chorume é vertido num molde de gesso de duas partes, o excesso é vertido para fora, e o escorregamento é permitido para endurecer e secar. O molde de gesso aspira um pouco do excesso de água e ajuda a acelerar o processo de secagem. O molde de gesso é aberto quando o molde de gesso (peça de argila não decorada ainda um pouco molhada) é suficientemente rígido, a peça é limpa de bordas ásperas e costuras do molde, e o molde de gesso está pronto para secar nos secadores aquecidos.
Vidros
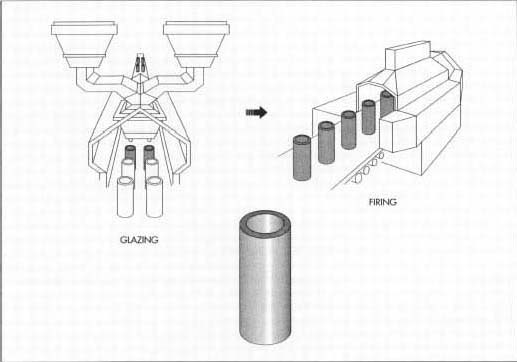
- 7 Depois das peças terem sido secas, estão prontas para serem vidradas. As peças podem ser totalmente cobertas com uma cor de esmalte, passando por baixo de uma cascata de esmalte que reveste completamente cada peça, ou as peças podem ser pulverizadas com esmalte. Ocos profundos como vasos têm que ser enxaguados com esmalte à mão para garantir que sejam completamente revestidos no interior. Os vidrados são geralmente aplicados a uma espessura de 0,006-0,007 in (0,015-0,017 cm). Outras peças podem ser vidradas de forma mais decorativa. Algumas peças são impressas com serigrafia, outras têm um decalque decorativo aplicado à mão, outras podem ter linhas ou anéis concêntricos aplicados por máquinas, e ainda outras podem ser pintadas à mão.
Queima
- 8 Fornos podem ser aquecidos por gás, carvão ou electricidade. Um grande oleiro de produção utiliza fornos de túnel alimentados com gás natural. Grandes carros ou vagões (cerca de 5 pés ou 1,5 m quadrados e quase 5 pés ou 1,5 m de altura) são carregados com cerâmica não queimada e enviados para os fornos, queimando aproximadamente 20.000 peças de cerâmica em uma única semana. Os fornos mais novos funcionam a temperaturas mais elevadas do que os fornos mais antigos e requerem um tempo de cozedura mais curto – cerca de 2.300° F (1.260° C) – as panelas permanecem nos fornos cerca de 5 horas – o que permite que as fábricas movimentem as peças mais rapidamente através da produção.
O forno transforma o esmalte num revestimento de vidro, o que ajuda a tornar o pote virtualmente impermeável ao líquido. A cerâmica de produção monocromática requer apenas uma queima com os novos fornos e esmaltes. (Muitos esmaltes requerem que o esmalte seja queimado uma vez e transformado em um bisque ou branco baço, corpo duro, depois esmaltado e queimado novamente; no entanto, isso não é necessário com alguns novos esmaltes de produção).
- 9 O pé (ou fundo) não vidrado da olaria é polido numa máquina com uma almofada de limpeza. A peça é então colocada num caixote do lixo e é enviada para a embalagem, pronta para ser enviada para venda.
Controlo de Qualidade
Todas as matérias-primas são verificadas de acordo com os padrões estabelecidos pela empresa. As argilas devem conter os ingredientes exigidos pelo produto e encomendados pela empresa. As argilas devem ser tão puras quanto possível e são verificadas quanto à tonalidade, viscosidade, gravidade, etc. A temperatura do forno deve ser cuidadosamente monitorada com cones de calor e termocoupies, etc. E cada humano envolvido na produção usa seus olhos para monitorar contra produtos inferiores.
Subprodutos/resíduos
Não há subprodutos nocivos resultantes da produção de cerâmica. Sucatas de barro e peças imperfeitas produzidas fora da máquina de jiggering ou da fundição deslizante podem ser remixadas e reutilizadas. Os esmaltes devem ser isentos de chumbo, como exigido pela Food and Drug Administration (FDA), e os esmaltes são testados internamente para assegurar à FDA que não contêm cádmio nem chumbo. Todos os esmaltes podem ser tocados pela mão humana e não são prejudiciais em estado bruto.
Onde Aprender Mais
Livros
Barbeiro, Edwin Atlee. A Olaria e Porcelana dos Estados Unidos. Nova Iorque: G. P. Putnam’s Son’s, 1893.
Chavarria, Joaquim. O Grande Livro de Cerâmica. Nova Iorque: Watson-Gupthill, 1994.
Quarenta, Adrian. Objectos de Desejo. Nova Iorque: Pantheon Books, 1986.
Hiller, Bevis. Olaria e Porcelana 1700-1914. New York: Meredith Press, 1968.
-Nancy EV Bryk