Taustaa
Keramiikka on savea, joka mallinnetaan, kuivataan ja poltetaan, tavallisesti lasitteella tai pintakäsittelyllä varustettuna, astiaksi tai koriste-esineeksi. Savi on maasta kaivettu luonnontuote, joka on vuosimiljoonien ajan hajonnut maankuoren sisällä olevasta kiviaineksesta. Hajoaminen tapahtuu, kun vesi rapauttaa kiveä, hajottaa sitä ja laskeuttaa niitä. On tärkeää huomata, että savikappale ei ole sama asia kuin savi. Savikappaleet ovat savea, johon on sekoitettu lisäaineita, jotka antavat savelle erilaisia ominaisuuksia, kun sitä työstetään ja poltetaan; keramiikkaa ei siis valmisteta raa’asta savesta vaan saven ja muiden aineiden seoksesta.
Savenvalaja voi muotoilla tuotteensa monella eri tavalla. Savi voidaan mallintaa käsin tai keramiikkapyörän avulla, sitä voidaan jigata työkalulla, joka kopioi mestarimallin muodon tuotantokappaleeseen, se voidaan kaataa muottiin ja kuivata tai leikata tai leimata neliöiksi tai laatoiksi. Keramiikan muotoilumenetelmät ovat yhtä moninaisia kuin niitä valmistavat käsityöläisetkin.
Keramiikka on poltettava riittävän korkeassa lämpötilassa, jotta savi kypsyy, mikä tarkoittaa, että korkea lämpötila kovettaa kappaleen, jotta se pystyy pitämään vettä. Olennainen osa tätä polttoa on nestemäisen lasitteen lisääminen (se voidaan maalata päälle tai kastaa lasitteeseen) polttamattoman ruukun pinnalle, joka muuttaa kemiallista koostumusta ja sulautuu poltetun ruukun pintaan. Tämän jälkeen keramiikkaa kutsutaan lasimaiseksi, mikä tarkoittaa, että se voi pidättää vettä.
Historia
Keramiikka on muodostanut savesta astioita miljoonia vuosia. Kun nomadi-ihminen asettui aloilleen ja löysi tulen, saviastioiden polttaminen ei ollut kaukana jäljessä. Pinssiruukut, jotka on tehty savipalloista, joihin on työnnetty sormet tai peukalot aukon tekemiseksi, saattoivat olla ensimmäisiä saviastioita. Kierukkaruukut, jotka muodostettiin pitkistä savikierukoista, jotka sekoitettiin toisiinsa, eivät olleet kaukana jäljessä. Nämä ensimmäiset ruukut poltettiin alhaisissa lämpötiloissa, joten ne olivat hauraita ja huokoisia. Muinaiset savenvalajat ratkaisivat tämän osittain kiillottamalla pinnat kivellä tai kovalla puulla ennen polttoa. Nämä matalassa lämpötilassa poltetut ruukut mustuivat näissä tulipaloissa. Koristelu oli yleensä seurausta pehmeään saveen tehdyistä viilloista tai työvälineillä tehdyistä työntöistä. Varhaiset savenvalajat loivat esineitä, joita voitiin käyttää käytännöllisiin tarkoituksiin, sekä esineitä, jotka edustivat heidän hedelmällisyysjumaliaan.
Muinaisen Egyptin ja Lähi-idän sivilisaatiot hyödynsivät savea rakentamiseen ja kotitalouskäyttöön jo 5000 eaa. Vuoteen 4000 eaa. mennessä muinaiset egyptiläiset harjoittivat keramiikkaa paljon laajemmin. He käyttivät hienompaa savea ja polttivat kappaleet paljon korkeammissa lämpötiloissa varhaisissa uuneissa, jotka poistivat ruukut suorasta tulesta, jotta ne eivät mustuneet tulessa. Savesta valmistettuja tiiliä käytettiin myös rakennusmateriaalina. Muinaiset kiinalaiset valmistivat vuoteen 3500 eaa. mennessä mustaa keramiikkaa, jossa oli pyöreä pohja ja palmikoitu koristelu. Lähempänä vuotta 1000 eaa. kiinalaiset käyttivät keramiikkapyörää ja kehittivät hienostuneempia lasitteita. Heidän keramiikkansa oli usein mukana hautajaisseremonioissa. Ensimmäisellä vuosituhannella eaa. kreikkalaiset alkoivat heittää ruukkuja pyörillä ja luoda hienoja muotoja. Esikolumbialaiset, muinaiset iberialaiset, muinaiset roomalaiset (jotka muotoilivat keramiikkaa kohokoristeilla) ja muinaiset japanilaiset loivat kaunista keramiikkaa sekä kotikäyttöön että uskonnollisiin tarkoituksiin.
Kahdeksantoista vuosisadan puoliväliin asti eurooppalaiset keraamikot myivät yleensä pieniä määriä valmiita tuotteita markkinoilla tai kauppiaiden välityksellä. Jos he halusivat myydä enemmän, he veivät lisää tavaraa markkinoille. Brittiläiset tuotantokeraamikot kuitenkin kokeilivat uusia korityyppejä, viimeistelivät lasitteita ja ottivat vastaan tehtaissa valmistettujen tuotteiden tilauksia sen sijaan, että veisivät valmiita tuotteita kuluttajille. Myöhemmin 1700-luvulla monet muut keraamikot seurasivat esimerkkiä ja kokeilivat kaikenlaisia uusia massoja ja lasitteita. Muotteja käytettiin yhdenmukaisen tuotteen massatuotantoon, jotta kuluttaja voisi olla varma kappaleen ulkonäöstä.
Raaka-aineet
Päämineraali on kaoliniitti; savea voidaan yleisesti kuvata 40 % alumiinioksidina, 46 % piioksidina ja 14 % vetenä. Savia on kahdenlaisia, primaarisia ja sekundaarisia. Primäärisavea esiintyy samassa paikassa kuin kallio, josta se on peräisin – se ei ole kulkeutunut veden tai jäätikön mukana eikä siten sekoittunut muunlaiseen sedimenttiin. Primäärisavi on raskasta, tiivistä ja puhdasta. Sekundaarinen eli sedimenttisavi muodostuu kevyemmästä sedimentistä, joka on kulkeutunut vedessä kauemmaksi ja kerrostunut. Tämä sekundaarinen savi, joka on sedimentin sekoitus, on hienojakoisempaa ja kevyempää kuin primäärisavi. Erilaiset lisäaineet antavat savelle erilaisia ominaisuuksia. Savi tulee savenvalajalle kahdessa eri muodossa: joko jauheena, johon on lisättävä vettä, tai valmiiksi veteen lisättynä. Suuret tehtaat ostavat savea valtavia määriä kuivana, ja savierä valmistetaan päivittäin tarpeen mukaan.

Tämä ihastuttava, jykevä kivitavarateekannu on englantilaisen Staffordshiren Josiah Wedgwood and Co:n, Englannin Staffordshiren kenties tunnetuimman brittiläisen keramiikkayrityksen, käsialaa. 1800-luvulla. Teekannuista ja niihin liittyvistä kupeista tuli hyvin suosittuja 1700-luvun puolivälin tienoilla, koska ”tee” ja sen seremonia kehittyivät tärkeiksi. Niinpä teekannu ja kuppisarjat olivat 1700-luvun portteleiden kantavia voimavaroja.
Josiah Wedgwood ei tyytynyt vain toimittamaan keramiikkaa melko sattumanvaraisesti. Hän tiesi, että laadukkaille ja houkutteleville keramiikkatuotteille oli suuret markkinat, ja hän varmasti teki parhaansa säännöllistäkseen tuotteen ja kehittäessään joitakin uusia tuotteita, joita ihmisten oli vain saatava. Hän oli yksi ensimmäisistä savenvalajista, joka myi tuotteitaan ennakkoon tilausten kautta ja loi näin näyte- tai ”varastotuotteita”. Koska hänen tuotteidensa oli oltava yhdenmukaisia, hän kehitti lasitteita, jotka antaisivat yhdenmukaisen lopputuloksen, ja jakoi työprosessin moniin eri vaiheisiin, jotta yhdellä työntekijällä ei olisi valtavaa vaikutusta valmiiseen tuotteeseen. Erityisen tärkeää Wedgwoodille oli mallarin ja taiteilijan työ, sillä he tekivät Wedgwoodille prototyyppimuotoja ja -malleja. Wedgwood huomasi, että nämä taiteilijat pystyivät laatimaan antiikin näköisiä malleja uusiin keramiikkatuotteisiin, ja nämä neoklassiset kappaleet olivat hänen liiketoimintansa tukipilari monien vuosien ajan.
Nancy EV Bryk
Lasitteet koostuvat materiaaleista, jotka sulautuvat polttoprosessin aikana ja tekevät ruukusta lasimaisen tai nesteitä läpäisemättömän. (Keramiikkainsinöörit määrittelevät lasimaisen ruukun, jonka vedenimukyky on alle 0,5 %). Lasitteissa on oltava kolme osatekijää: piidioksidi, joka lasitetaan (muuttaa raakakeramiikan lasimaiseksi) – sitä on jauhetussa ja kalsinoidussa piikivessä ja kvartsissa; fluksi, joka sulattaa lasitteen saveen; ja tulenkestävä materiaali, joka kovettaa ja stabiloi lasitteen. Väri saadaan lisäämällä metallioksidia, kuten antimonia (keltainen), kuparia (vihreä, turkoosi tai punainen), kobolttia (musta), kromia (vihreä), rautaa, nikkeliä, vanadiinia jne. Tuotantokeramiikka ostaa lasitteet yleensä kuivassa muodossa. Lasitteet punnitaan ja laitetaan kuulamyllyyn veden kanssa. Lasite sekoitetaan kuulamyllyssä ja se jauhetaan lasitteen sisällä olevien luonnollisten hiukkasten koon pienentämiseksi.
Muotoilu
Keramiikkatehtailla on taidejohtajia, joiden tehtävänä on ideoida keramiikkayritykselle markkinoitavia tuotteita. Yleensä taiteellinen johtaja kehittää tai luo yhdessä markkinoijien kanssa idean uudesta luomuksesta. (Mielenkiintoista on, että monet keramiikkayritykset toistavat vanhoja, vuosikymmeniä sitten suosittuja muotoja, kuten kirkkaanvärisiä Fiesta Ware -tavaroita, joten uusi muotoilu ei kaikissa tapauksissa ole välttämätöntä tai toivottavaa). Tämän jälkeen taiteellinen johtaja tekee yhteistyötä savimallintajan kanssa, joka valmistaa luomuksen alkuperäisen muodon taiteellisen johtajan ohjeiden mukaisesti. Jos muotoa pidetään tuotantokelpoisena, muotinvalaja valmistaa kipsimasterin jiggauskonetta varten (joka käytännössä jäljittää mallin tuotantokappaleeseen) tai ontelon, johon kaadetaan savea tuotantokappaleen muodostamiseksi.
Valmistusprosessi
Saven sekoittaminen
- 1 Savi saapuu kuorma-autolla tai rautateitse jauheena. Jauhe kostutetaan vedellä ja sekoitetaan valtavassa säiliössä mela, jota kutsutaan blungeriksi. Useat karat sekoittavat ja uudelleen sekoittavat savea, jotta vesi jakautuu tasaisesti. Tyypillinen erä, joka sekoitetaan suurissa keramiikkavalimoissa, on 45 400 kg (100 000 lb), ja usein sekoitetaan kaksi erää yhden päivän aikana. Tässä vaiheessa lietteessä on noin 30 % vettä.
- 2 Seuraavaksi liete suodatetaan. Laite puristaa lietteen pussien tai suodattimien väliin (kuten siideripuristin) ylimääräisen veden poistamiseksi. Tuloksena syntyvä savi on paksua ja melko kuivaa ja sitä kutsutaan nyt kakuksi ja siinä on noin 20 % vettä.
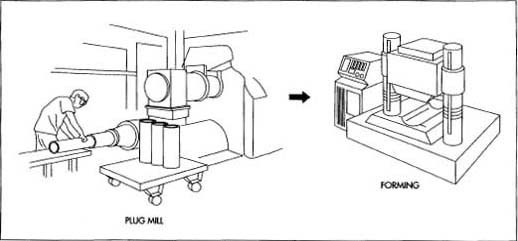
- 3 Kakku laitetaan sitten tulppamyllyyn, jossa savi hienonnetaan hienoiksi paloiksi. Tämä pilkkominen poistaa savesta tuolia, kun pumput imevät ulos ilmataskuja, jotka paljastuvat tässä prosessissa. Tämän jälkeen kakku muotoillaan lieriöiksi, jotka ovat nyt valmiita muovattaviksi tai muotoiltaviksi.
Jigaus
- 4 Nopein tapa valmistaa säännöllinen, ontto ruukku on käyttää jigauskonetta. Niinpä onttoja astioita, kuten maljakoita, valmistetaan suurelta osin jigauskoneilla. Tulppamyllyssä tehdyt savilieriöt lähetetään jigauskoneeseen. Maljakon valmistamiseksi märkä savisylinteri pudotetaan jigauskoneeseen imuvarren avulla, joka asettaa saven kipsimuotin sisään. Tämän jälkeen metallivarsi laskeutuu märän savisylinterin sisään pakottaen sen kipsimuotin sisäseinämää vasten ja muodostaen näin uuden astian. Kipsimuotti, jossa on märkää savea
 Muodostamisen jälkeen vihersavi lasitetaan ja sitten poltetaan, jolloin syntyy keramiikkaa.
Muodostamisen jälkeen vihersavi lasitetaan ja sitten poltetaan, jolloin syntyy keramiikkaa.sisällä, nostetaan sitten pois koneesta ja asetetaan kuivuriin. Kun savi kuumenee ja kuivuu hieman, uusi, märkä savi irtoaa kipsimuotista ja on siten helposti irrotettavissa. Näin ollen tehtaalla on oltava tuhansia kipsimuotteja näiden maljakoiden tai muiden onttojen astioiden valmistamiseksi, sillä jokaisen uuden astian valmistamiseen käytetään kipsimuotti. Tehdas voi valmistaa jopa 9 keramiikkakappaletta yhdessä minuutissa.
- 5 Kone poistaa muottiin valetusta kappaleesta karkeat reunat. Puhdistetut kappaleet asetetaan jatkuvasti liikkuvalle hihnalle, joka johtaa tunnelikuivaimiin, jotka lämmittävät kappaleita ja vähentävät niiden vesipitoisuuden alle 1 prosentin kosteuteen ennen lasittamista ja polttamista.
Liukuvalu
- 6 Keramiikka, jossa on herkkä tai monimutkainen siluetti, muotoillaan usein liukuvalulla. Valettava slip tai liete kaadetaan kaksiosaiseen kipsimuottiin, ylimäärä kaadetaan pois ja slipin annetaan jäykistyä ja kuivua. Kipsimuotti imee osan ylimääräisestä vedestä ja nopeuttaa kuivumista. Kipsimuotti avataan, kun viheresine (koristelematon, vielä hieman märkä savikappale) on riittävän jäykkä, kappale puhdistetaan karkeista reunoista ja saumoista muotista, ja slip-valettu viheresine on valmis kuivumaan lämmitetyissä kuivausrummuissa.
Lasitus
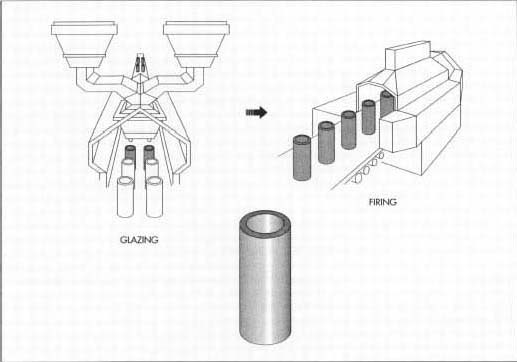
- 7 Kun kappaleet on kuivattu, ne ovat valmiita lasitettaviksi. Kappaleet voidaan peittää kokonaan yksivärisellä lasitteella ajamalla lasitteen vesiputouksen alle, joka peittää jokaisen kappaleen kokonaan, tai kappaleet voidaan suihkuttaa lasitteella. Syvät onttoastiat, kuten maljakot, on huuhdeltava käsin lasitteella, jotta varmistetaan, että ne ovat sisäpuolelta täysin pinnoitettuja. Lasitetta levitetään yleensä 0,015-0,017 cm:n (0,006-0,007 tuuman) paksuudelta. Toiset kappaleet voidaan lasittaa koristeellisemmin. Jotkin kappaleet painetaan silkkipainolla, toisissa on käsin kiinnitetty koristeellinen tarra, toisissa voi olla koneellisesti kiinnitettyjä viivoja tai keskikehiä, ja taas toiset voidaan maalata käsin.
Poltto
- 8 Uuneja voidaan lämmittää kaasulla, hiilellä tai sähköllä. Eräs suuri tuotantokeramiikka käyttää maakaasulla toimivia tunneliuuneja. Suuret vaunut tai vaunut (noin 1,5 metrin tai 1,5 metrin kokoisia ja lähes 1,5 metrin tai 1,5 metrin korkuisia) lastataan polttamattomilla keramiikkatavaroilla ja lähetetään uuneihin, joissa poltetaan noin 20 000 tusinaa keramiikkaa yhden viikon aikana. Uudemmat uunit toimivat korkeammissa lämpötiloissa kuin vanhemmat uunit ja vaativat lyhyemmän polttoajan – ruukut pysyvät uuneissa noin 5 tuntia noin 1 260 celsiusasteen lämpötilassa – minkä ansiosta tehtaat pystyvät siirtämään kappaleet nopeammin tuotantoon.
Uunissa lasite muuttuu lasin kaltaiseksi pinnoitteeksi, joka auttaa tekemään ruukusta käytännössä nesteitä läpäisemättömän. Yksivärinen tuotantokeramiikka vaatii vain yhden polton uusilla uuneilla ja lasitteilla. (Monet lasitteet edellyttävät, että viherastia poltetaan kerran ja siitä tehdään biska tai tylsä valkoinen, kova kappale, jonka jälkeen se lasitetaan ja poltetaan uudelleen; tämä ei kuitenkaan ole tarpeen joidenkin uusien tuotantolasitteiden kanssa).
- 9 Keramiikan lasittamaton jalka (tai pohja) kiillotetaan koneella puhdistustyynyllä. Tämän jälkeen kappale asetetaan säiliöön ja lähetetään pakkaukseen, joka on valmis lähetettäväksi myyntiin.
Laadunvalvonta
Kaikki raaka-aineet tarkastetaan yrityksen vahvistettujen standardien mukaisesti. Savien on sisällettävä tuotteen vaatimat ja yrityksen tilaamat ainesosat. Lasitteiden on oltava mahdollisimman puhtaita, ja ne tarkastetaan oikean sävyn, viskositeetin, painovoiman jne. osalta. Uunin lämpötilaa on valvottava huolellisesti muun muassa lämpökartioiden ja lämpömittareiden avulla. Ja jokainen tuotantoon osallistuva ihminen valvoo silmillään, etteivät tuotteet ole huonompia.
Sivutuotteet/jätteet
Keramiikan valmistuksessa ei synny haitallisia sivutuotteita. Jigauskoneesta tai liukuvalusta syntyvät savijätteet ja epätäydelliset kappaleet voidaan sekoittaa uudelleen ja käyttää uudelleen. Lasitteiden on oltava lyijyttömiä elintarvike- ja lääkeviraston (Food and Drug Administration, FDA) vaatimusten mukaisesti, ja lasitteet testataan itse, jotta voidaan varmistaa, että ne eivät sisällä kadmiumia eivätkä lyijyä. Kaikkia lasitteita voi koskettaa ihmisen kädellä, eivätkä ne ole haitallisia raakana.
Mistä lisätietoja
Kirjat
Barber, Edwin Atlee. The Pottery and Porcelain of the United States. New York: G. P. Putnam’s Son’s, 1893.
Chavarria, Joaquim. The Big Book of Ceramics. New York: Watson-Gupthill, 1994.
Forty, Adrian. Objects of Desire. New York: Pantheon Books, 1986.
Hiller, Bevis. Keramiikka ja posliini 1700-1914. New York: Meredith Press, 1968.
-Nancy EV Bryk