Taivutus on yksi yleisimmistä ohutlevyn valmistustoimenpiteistä. Tätä menetelmää, joka tunnetaan myös nimellä puristusjarrutus, laippataivutus, muottiin taivutus, taitto ja särmäys, käytetään materiaalin muokkaamiseen kulmikkaaseen muotoon.
Tämä tapahtuu kohdistamalla voimaa työkappaleeseen. Voiman on ylitettävä materiaalin myötölujuus, jotta saavutetaan plastinen muodonmuutos. Vasta silloin saadaan pysyvä tulos taivutuksen muodossa.
Mitkä ovat yleisimmät taivutusmenetelmät? Miten takaisku vaikuttaa taivutukseen? Mikä on k-kerroin? Miten lasketaan taivutusvara?
Kaikki nämä kysymykset käsitellään tässä postauksessa yhdessä joidenkin taivutusvinkkien kanssa.
Olemme myös kirjoittaneet toisen tärkeän postauksen puristinjarrutyökaluista. Työkalujen tunteminen auttaa sinua suunnittelemaan tuotteita, joita voidaan valmistaa.
- Taivutusmenetelmät
- V-taivutus
- Pohjapuristus
- Air Bending
- Kitsaaminen
- U-taivutus
- U-taivutusmuotti hydraulisella puristimella -U-Bükme Kalıbı
- Porrastaivutus
- Step bending with Bystronic Brake Press full automatic
- Rullataivutus
- W11 mekaaninen 3-rullainen symmetrinen levynvalssauskone
- Pyyhkäisytaivutus
- Rotaaritaivutus
- Rolla-V-taivutus
- Taivutuksen takaisinkevennys
- Taivutusvara ja K-kerroin
- Kaarevuusvarauksen laskeminen
- Peltilevysuunnittelun vinkkejä taivutukseen
- Laipan vähimmäispituus
- Halkaistut sivut
- REIKIEN ETÄISYYS TAIVUTUKSESTA
- Symmetria
- Niittimutterit
- Pienet laipat isoissa osissa
- Taivutukset vierekkäin
- Pitäkää taivutukset samalla linjalla
- Taivutuslinja on yhden sivun suuntainen
- Taivutuksen helpotus
- Kotelon taivuttaminen
- Tarkista tasokuvio
- Nyrkkisääntö minimitaivutussäteelle
- Taivutussuunta
- Saumaus
- Harkitse materiaalia
- Metal Bending Online
Taivutusmenetelmät
Taivutusmenetelmiä on melko paljon erilaisia. Jokaisella on omat etunsa. Dilemma on yleensä se, pyritäänkö tarkkuuteen vai yksinkertaisuuteen, kun taas jälkimmäinen saa enemmän käyttöä. Yksinkertaisemmat menetelmät ovat joustavampia ja mikä tärkeintä, ne tarvitsevat vähemmän erilaisia työkaluja tuloksen saamiseksi.
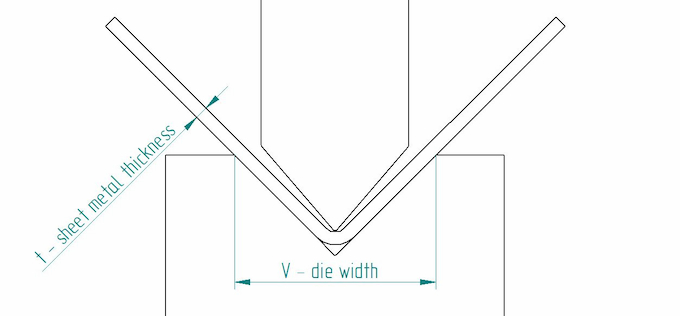
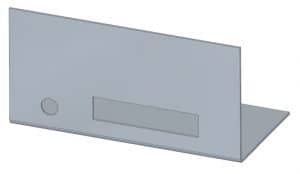
V-taivutus
V-taivutus on yleisin taivutusmenetelmä, jossa käytetään reikää ja matriisia. Sillä on kolme alaryhmää – pohjataivutus, ilmataivutus ja kolikkotaivutus. Ilma- ja pohjataivutuksen osuus kaikista taivutustöistä on noin 90 %.
Alla oleva taulukko auttaa tunnistamaan laipan vähimmäispituuden b (mm) ja sisäsäteen ir (mm) materiaalin paksuuden t (mm) mukaan. Näet myös muotin leveyden V (mm), joka tarvitaan tällaisiin eritelmiin. Kukin toiminto tarvitsee tietyn tonnimäärän metriä kohden. Tämä näkyy myös taulukossa. Näet, että paksummat materiaalit ja pienemmät sisäsäteet vaativat enemmän voimaa eli tonnimäärää. Korostetut vaihtoehdot ovat suositeltuja spesifikaatioita metallin taivutusta varten.
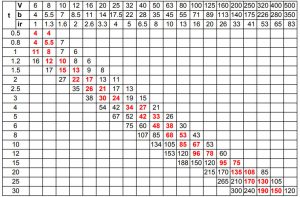
Esitettäköön, että minulla on 2 mm:n paksuinen levy ja haluan taivuttaa sitä. Yksinkertaisuuden vuoksi käytän myös 2 mm:n sisäsädettä. Näen nyt, että laipan vähimmäispituus on 8,5 mm tällaista taivutusta varten, joten minun on pidettävä se mielessä suunnittelussa. Tarvittava muotin leveys on 12 mm ja tonnimäärä metriä kohti on 22. Pienin yleinen penkkikapasiteetti on noin 100 tonnia. Työkappaleeni taivutuslinja on 3 m, joten tarvittava kokonaisvoima on 3*22=66 tonnia. Näin ollen jopa yksinkertainen penkki, jossa on tarpeeksi tilaa 3 m:n kappaleiden taivuttamiseen, riittää tähän työhön.
Yksi asia on kuitenkin pidettävä mielessä. Tämä taulukko koskee rakennusteräksiä, joiden myötölujuus on noin 400 MPa. Kun halutaan taivuttaa alumiinia, tonnimääräinen arvo voidaan jakaa kahdella, koska se tarvitsee vähemmän voimaa. Ruostumattomalle teräkselle käy päinvastoin – tarvittava voima on 1,7-kertainen tässä taulukossa esitettyihin arvoihin verrattuna.
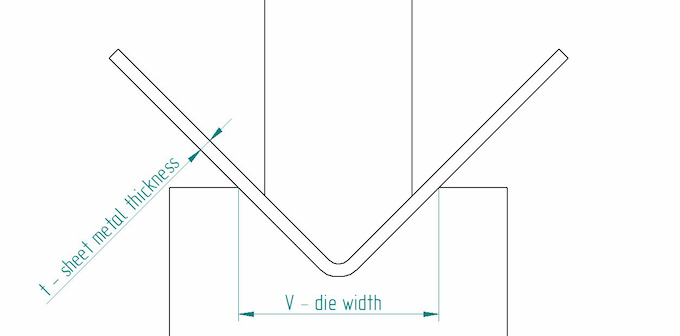
Pohjapuristus
Pohjapuristus tunnetaan myös nimellä pohjapuristus tai pohjaisku. Kuten nimestä ”pohjapuristus” käy ilmi, lyöntipuristin painaa metallilevyn muotin pintaan, joten muotin kulma määrittää työkappaleen lopullisen kulman. Pohjapuristuksessa kulmikkaan levyn sisäsäde riippuu muotin säteestä.
Kun sisäsuora puristuu, se tarvitsee yhä enemmän voimaa muokkautuakseen edelleen. Pohjaus mahdollistaa tämän voiman käytön, koska lopullinen kulma on ennalta asetettu. Mahdollisuus käyttää enemmän voimaa vähentää takaisinkytkentävaikutusta ja tarjoaa hyvän tarkkuuden.
Pohjanmuotoilussa tärkeä vaihe on V-muotin aukon laskeminen.
| Aukon leveys V (mm) | ||||
| Menetelmä/paksuus (mm) | 0,5…2,6 | 2,7…8 | 8.1…10 | Yli 10 |
| Pohjan taivutus | 6t | 8t | 10t | 12t |
| Airasta taivutus | 12…15t | |||
| Koolaus | 5t | |||
Sisäsäde on kokeellisesti todettu olevan noin 1/6 aukon leveydestä, eli yhtälö näyttää tältä: ir=V/6.
Air Bending
Partial bending eli ilmataivutus on saanut nimensä siitä, että työkappale ei varsinaisesti kosketa työkalun osia kokonaan. Osittaisessa taivutuksessa työkappale lepää kahden pisteen varassa ja lyöntipaine työntää taivutusta. Tehdään edelleen yleensä puristimella, mutta varsinaista sivumuotin tarvetta ei ole.
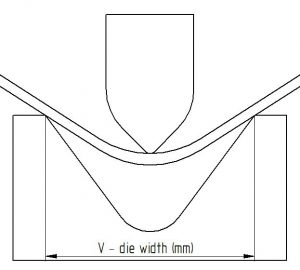
Air-taivutus antaa paljon joustavuutta. Sanotaan, että sinulla on 90° muotti ja stanssi. Tällä menetelmällä voit saada tuloksen missä tahansa 90 ja 180 asteen välillä. Vaikka tarkkuus on epätarkempi kuin pohjan tai kolikon taivuttamisessa, tällainen yksinkertaisuus on menetelmän kauneus. Jos kuormitus vapautetaan ja materiaalin takaisinkytkentä johtaa väärään kulmaan, sitä on helppo korjata vain lisäämällä painetta.
Tämä on tietysti seurausta epätarkkuuden vähenemisestä pohjatyöntöön verrattuna. Samalla osittaisen taivutuksen suurena etuna on se, että eri kulmissa tapahtuvia taivutuksia varten ei tarvita uudelleenmuokkausta.
Saa metallinvalmistustarjous muutamassa sekunnissa
-
 Tarjous muutamassa sekunnissa
Tarjous muutamassa sekunnissa -
 Lyhyet toimitusajat
Lyhyet toimitusajat -
 Toimitus tulenkestävällä
Toimitus tulenkestävällä
Pyydä tarjous
Kitsaaminen
Kitsaaminen oli ennen paljon yleisempää. Se oli aika lailla ainoa tapa saada tarkkoja tuloksia. Nykyään koneet ovat niin hyvin hallittavissa ja tarkkoja, että tällaisia menetelmiä ei enää käytetä laajalti.
Kolikonlyönti on saanut nimensä kolikoista, sillä niiden on oltava identtisiä, jotta väärennetyn rahan voi erottaa aidosta. Taivuttamalla kolikoita saadaan yhtä tarkkoja tuloksia. Jos esimerkiksi halutaan saada 45 asteen kulma, tarvitaan lyöntipistooli ja matriisi, joilla on täsmälleen sama kulma. Takaisinkytkennästä ei tarvitse huolehtia.
Miksi? Koska stanssi tunkeutuu levyyn ja painaa lommon työkappaleeseen. Tämä sekä käytetyt suuret voimat (noin 5-8 kertaa suuremmat kuin osittaisessa taivutuksessa) takaavat suuren tarkkuuden. Tunkeutumisvaikutus takaa myös erittäin pienen taivutussäteen.
U-taivutus

U-taivutusmuotti hydraulisella puristimella -U-Bükme Kalıbı
U-taivutus on periaatteessa hyvin samankaltainen kuin V-taivutus. Siinä on matriisi ja lyöntipuristin, tällä kertaa ne ovat molemmat U:n muotoisia, jolloin tuloksena on samanlainen taivutus. Tämä on hyvin suoraviivainen tapa taivuttaa esimerkiksi teräksisiä U-kanavia, mutta ei niin yleinen, koska tällaisia profiileja voidaan valmistaa myös muilla joustavammilla menetelmillä.
Porrastaivutus
Porrastaivutus on pohjimmiltaan toistuvaa V-taivutusta. Tätä menetelmää kutsutaan myös nimellä bump bending, ja siinä käytetään useita peräkkäisiä V-taivutuksia työkappaleen suuren säteen saamiseksi. Lopullinen laatu riippuu taivutusten määrästä ja niiden välisestä askeleesta. Mitä enemmän niitä on, sitä tasaisempi lopputulos on.

Step bending with Bystronic Brake Press full automatic
Kuoppataivutusta käytetään monissa tapauksissa. Esimerkkeinä mainittakoon kartiomaiset suppilot ja lumiaurat. Se mahdollistaa suuren säteen taivutuksen tavallisilla työkaluilla. Helpompi asetus mahdollistaa edullisemman hinnan, erityisesti pienissä erissä.
Rullataivutus
Rullataivutusta käytetään erimuotoisten putkien tai kartioiden valmistukseen. Voidaan tarvittaessa käyttää myös suurten taivutussäteiden tekemiseen. Koneen kapasiteetista ja rullien lukumäärästä riippuen voidaan tehdä yksi tai useampi taivutus samanaikaisesti.

W11 mekaaninen 3-rullainen symmetrinen levynvalssauskone
Prosessissa on kaksi käyttörullaa ja kolmas säädettävä rulla. Tämä liikkuu kitkavoimien avulla. Jos osa on taivutettava molemmista päistä sekä keskiosasta, tarvitaan ylimääräinen toimenpide. Tämä tehdään hydraulisella puristimella tai puristusjarrulla. Muuten yksityiskohdan reunat päätyvät litteiksi.
Pyyhkäisytaivutus
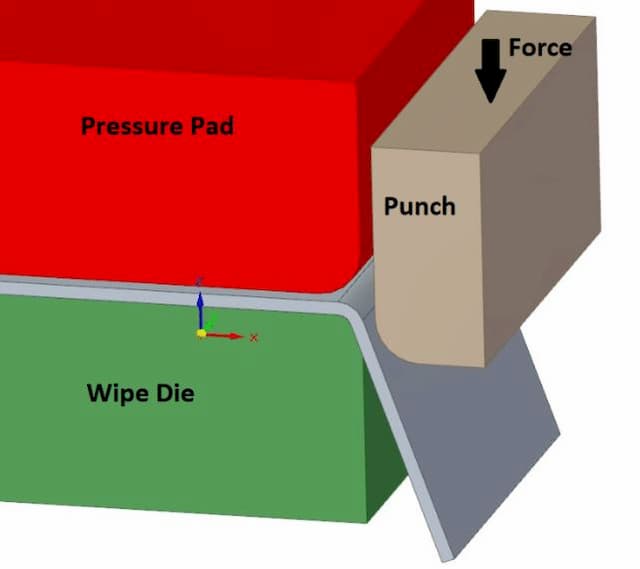
Pyyhkäisytaivutus eli reunan taivutus on toinen tapa taivuttaa ohutlevyn reunoja. On tärkeää varmistaa, että levy työnnetään kunnolla pyyhkimismuottiin. Tämän seurauksena pyyhkimismuotti määrittää myös taivutuksen sisäsäteen. Pyyhkimismuotin ja stanssin välisellä väljyydellä on tärkeä merkitys hyvän lopputuloksen saamisessa.
Rotaaritaivutus

Rolla-V-taivutus
Toinen tapa taivuttaa reunoja on rotaaritaivutus. Sillä on suuri etu pyyhkäisytaivutukseen tai V-taivutukseen verrattuna – se ei naarmuta materiaalin pintaa. Itse asiassa on olemassa erityisiä polymeerityökaluja, joilla vältetään kaikenlaiset työkalumerkinnät, saati naarmut. Pyörötaivuttimilla voidaan taivuttaa myös terävämpiä kulmia kuin 90 astetta. Tämä auttaa suuresti tällaisissa yleisissä kulmissa, sillä takaiskujousitus ei ole enää ongelma.
Yleisin menetelmä on kahdella rullalla, mutta on olemassa myös vaihtoehtoja yhdellä rullalla. Tämä menetelmä soveltuu myös U-kanavien valmistukseen, joiden laipat ovat lähellä toisiaan, koska se on joustavampi kuin muut menetelmät.
Jos haluat lukea myös teräsputkien taivutusmenetelmistä, meiltä löytyy se yhdessä putkien taivutuskoneiden kanssa.
Taivutuksen takaisinkevennys
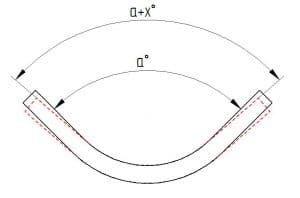
Työkappaletta taivutettaessa se luonnollisesti jousittuu hieman takaisin kuorman nostamisen jälkeen. Siksi se on kompensoitava taivutettaessa. Työkappale taivutetaan halutun kulman yli, joten se saa halutun muodon takaisinkytkennän jälkeen.
Toinen asia, joka on pidettävä mielessä, on taivutussäde. Mitä suurempi sisäsäde, sitä suurempi on springback-vaikutus. Terävä lyönti antaa pienen säteen ja lieventää takaisinkytkentää.
Miksi takaisinkytkentä syntyy? Kun osia taivutetaan, taivutus jakautuu kahteen kerrokseen, jotka erottaa toisistaan viiva – neutraaliviiva. Kummallakin puolella tapahtuu erilainen fysikaalinen prosessi. ”Sisäpuolella” materiaalia puristetaan, ”ulkopuolella” sitä vedetään. Kullakin metallityypillä on erilaiset arvot kuormituksille, joita ne voivat kestää puristettaessa tai vedettäessä. Ja materiaalin puristuslujuus on paljon suurempi kuin vetolujuus.
Sen vuoksi sisäpuolella on vaikeampi saavuttaa pysyvää muodonmuutosta. Tämä tarkoittaa sitä, että puristettu kerros ei pääse deformoitumaan pysyvästi, vaan se yrittää palauttaa entisen muotonsa kuorman nostamisen jälkeen.
Taivutusvara ja K-kerroin
Jos suunnittelet taivutetut ohutlevyosat CAD-ohjelmistolla, jossa on erityinen ohutlevyympäristö, käytä sitä. Se on olemassa syystä. Taivutuksia tehtäessä se ottaa huomioon materiaalierittelyt. Kaikki nämä tiedot ovat välttämättömiä, kun teet litteän mallin laserleikkausta varten.
Jos et käytä valmistuspalveluamme, jossa CAD-mallit hyväksytään tuotantoon, sinun on jatkossakin tuotettava nuo litteän mallin piirustukset.
Jos teet litteän mallin piirustukset itse, sinun on tiedettävä yksi asia. Taivutus venyttää materiaalia. Tämä tarkoittaa, että neutraaliviiva tai -akseli, josta puhuimme jousitusta käsittelevässä osiossa, ei todellakaan ole materiaalin keskellä. Litteä kuvio on kuitenkin muodostettava neutraalin linjan mukaisesti. Ja sen sijainnin löytäminen edellyttää k-kerrointa.
K-kerroin on empiirinen vakio, mikä tarkoittaa, että sen arvo on määritetty testaamalla. Se vaihtelee materiaalin, sen paksuuden, taivutussäteen ja taivutusmenetelmän mukaan. Periaatteessa k-kerroin nollaa neutraalin linjan, jotta saadaan todellisuutta vastaava tasainen kuvio. Sitä käyttämällä saadaan taivutusvara, joka on pohjimmiltaan kaarevan neutraaliakselin pituus.
K-kertoimen kaava:
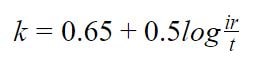
k – k-kerroin, vakio; ir – sisäsäde (mm); t – levyn paksuus (mm)
Taivutusvarauksen kaavat:
Kaavalla, joka koskee taivutuksia välillä 0-90 astetta, kaava on seuraava:

ß – taivutuskulma (°)
Taivutuksille välillä 90-165 astetta kaava on:

Yli 165°:n taivutuksille ei tarvitse laskea taivutuskorvauksia, koska neutraaliakseli pysyy melko tarkkaan yksityiskohdan keskellä.
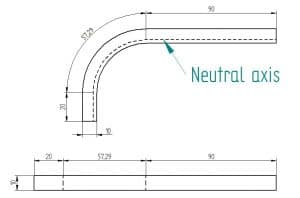
Kaarevuusvarauksen laskeminen
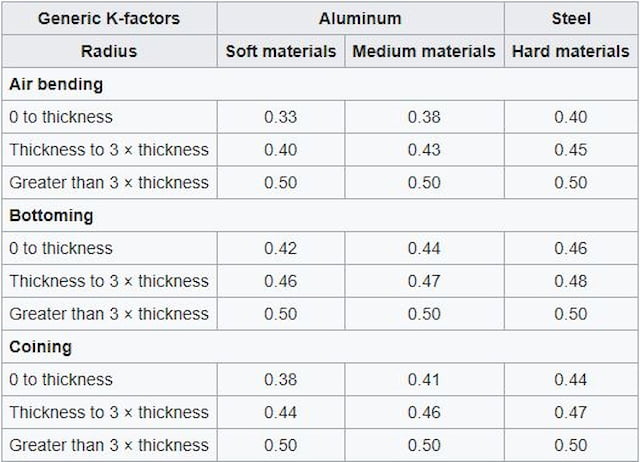
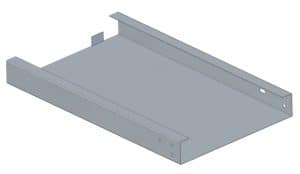
Oletetaan, että sinulla on samanlainen osa kuin yllä olevassa kuvassa – siinä on 20 mm:n suora jalka ja 70 mm:n suora jalka. Taivutuskulma on 90°, levyn paksuus 5 mm ja sisäsäde 6 mm. Haluamme tietää yksityiskohdan lopullisen pituuden. Ensin on lähdettävä liikkeelle k-kertoimesta:
![]()
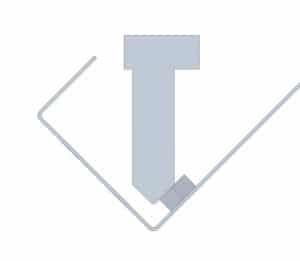
Toinen tapa määrittää k-kerroin on noudattaa ”nyrkkisääntöä”. Valitse vain materiaalisi mukainen k-kerroin alla olevasta taulukosta. Näin saadaan riittävän tarkkoja tuloksia useimpiin tapauksiin.
Nyt voimme siirtyä taivutusvaraukseen:

Lopullisen pituuden saamiseksi lisäämme vain kahden jalan pituudet taivutusvaraukseen:
![]()
Peltilevysuunnittelun vinkkejä taivutukseen
Keskustelin siis kokeneen myynti-insinöörimme kanssa, joka tietää hiukan peltilevyn taivutuksesta. Hän syttyi ja päätti käyttää tilaisuuden hyväkseen ja kertoa näkemyksiään ohutlevyn taivutuksesta. Niinpä hän toi esiin luettelon yleisimmistä virheistä ja ratkaisuista niiden välttämiseksi.
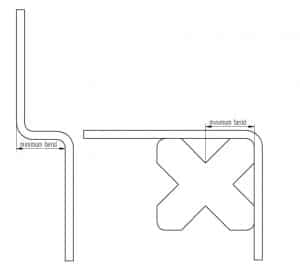
Laipan vähimmäispituus
On olemassa laipan vähimmäispituus, kuten jo aiemmin todettiin. Katso ohjeeksi taivutusvoimataulukko. Paksuuden mukaan valitaan muotin leveys. Jos suunnittelet liian lyhyen laipan, se ”putoaa” hankalasti rakoon, etkä saa haluamaasi lopputulosta.
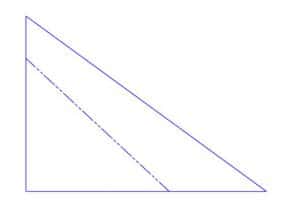
Halkaistut sivut
Jos haluat tehdä laipan, jonka toinen tai kaksi päätä on halkaistuna, edellinen sääntö vähimmäispituudesta pätee edelleen. Viisteiden on jätettävä tarpeeksi tilaa kunnollisten taivutusten toteuttamiseen, muuten se näyttää vain epämuodostuneelta eikä kukaan ole oikeasti tyytyväinen.
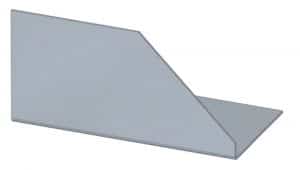
REIKIEN ETÄISYYS TAIVUTUKSESTA
Jos reiät ovat liian lähellä taivutusta, ne voivat vääntyä. Pyöreät reiät eivät ole yhtä ongelmallisia kuin muut reikätyypit, mutta pultit eivät ehkä silti mahdu läpi. Katso taas taivutusvoimataulukosta laipan minimimitat ja laita reiät kauemmaksi kuin minimi.
Symmetria

Lähes symmetristen osien valmistamisessa piilee suuri vaara. Jos mahdollista, tee siitä symmetrinen. Jos se on lähes symmetrinen, taivutuspuristimen käyttäjä saattaa hämmentyä. Lopputulos? Osasi taivutetaan väärään suuntaan.
Symmetriaa ei voida taata kaikissa tapauksissa, mutta varmista sitten, että on helposti ymmärrettävissä, miten valmistus pitäisi tehdä.
Niittimutterit
Jos käytät niittimuttereita taivutuslinjan läheisyydessä, tiedetään, että niittimutterien asettaminen ennen taivutusta on hyvä varmistaa soveltuvuus. Taivutuksen jälkeen reiät saattavat deformoitua. Varmista silti, etteivät mutterit ole työkalujen tiellä taivutettaessa.
Pienet laipat isoissa osissa
Pienet laipat kannattaa jättää pois isojen ja painavien osien kanssa. Se vaikeuttaa valmistusta ja saattaa vaatia käsityötä. Mutta se maksaa enemmän kuin yksinkertainen koneistus. Näin ollen on viisaampaa valita vaihtoehtoinen ratkaisu, jos se on mahdollista.
Taivutukset vierekkäin
Jos haluat sisällyttää peräkkäisiä taivutuksia, tarkista, onko se toteutettavissa. Ongelma syntyy, kun jo taivutettua osaa ei saada mahtumaan muottiin. Jos taivutuksesi suuntautuvat samaan suuntaan – U-taivutus -, yleinen sääntö on, että suunnittelet väliosan pidemmäksi kuin laipat.
Pitäkää taivutukset samalla linjalla

Taivutukset kannattaa pitää samalla linjalla, jos sinulla on useita laippoja peräkkäin. Tätä silmällä pitäen voit pitää operaatioiden määrän mahdollisimman pienenä. Muussa tapauksessa käyttäjän on säädettävä osat uudelleen jokaista taivutusta varten, mikä tarkoittaa enemmän aikaa ja enemmän rahaa.
Taivutuslinja on yhden sivun suuntainen
Kuten otsikossakin sanotaan. Taivutusviivan kanssa on oltava yhdensuuntainen sivu paikannuksen kannalta. Jos näin ei ole, osan kohdistaminen aiheuttaa todellista päänvaivaa, ja saatat päätyä epätyydyttävään lopputulokseen.
Taivutuksen helpotus

Parhaan lopputuloksen saamiseksi on suositeltavaa, että laserleikkauksen pienen viiltohaavoituksen lisäksi tehdään varsinainen leikkaus tulevan laipan sivuille – taivutuksen helpotus. Tällaisen leikkauksen leveyden tulisi olla materiaalin paksuutta suurempi. Näin varmistetaan, ettei lopulliseen taivutukseen tule repeämiä tai muodonmuutoksia. Toinen hyvä käytäntö tässä yhteydessä on sisällyttää taivutuksen helpotuksiin pieniä säteitä, sillä ne myös lieventävät materiaalin jännitystä.
Kotelon taivuttaminen

Koteloa taivutettaessa laippojen väliin tulisi jättää pienet raot. Muuten viimeinen taivutus voi törmätä olemassa oleviin ja rikkoa koko rakenteen.
Tarkista tasokuvio
Yksi asia, joka kannattaa pitää mielessä, on CAD-näkymän vaihtaminen tasokuvioon aika ajoin. Siinä on monia hyviä puolia. Ensinnäkin, jos innostut laippojen kanssa, saatat päätyä johonkin, jota ei voi olla olemassa tasokuviossa. Sitä, mitä ei voi olla olemassa litteässä kuviossa, ei voi olla olemassa millään muullakaan tavalla.
Mittakaa asettelu. Ehkä voit säätää mallia optimaalisen istuvuuden saavuttamiseksi. Yritä välttää menemästä isompaan arkkiin, jos pienempi koko on käden ulottuvilla. Ehkä saisit mahtumaan 2 kappaletta samalle levylle, jos vain karistaisit muutaman millimetrin pois? Se heijastuu lopulliseen hintatarjoukseen.
Nyrkkisääntö minimitaivutussäteelle
Keep it simple. Mikä voisi olla yksinkertaisempaa kuin valita sisäsäde (ir) juuri samaksi kuin materiaalin paksuus. Näin vältytään myöhemmiltä hankaluuksilta, yliajattelulta ja typeriltä virheiltä. Tämän arvon alittaminen voi tuoda ongelmia tiellesi. Suurempi säde vain vaikeuttaa joitakin muita laskutoimituksia.
Taivutussuunta
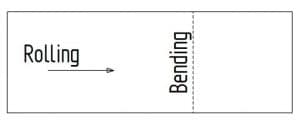
Taivutuksia ei kannata suunnitella samaan suuntaan kuin materiaalin valssaus on tehty. Tämä on erityisen tärkeää alumiinin ja Hardoxin kohdalla. Tietenkin me kaikki tiedämme alumiinikotelon, jossa on 4 sivua, joka tarkoittaa taivutustoimintoja vastoin ehdotuksiamme. Silti on parempi välttää sitä, jos mahdollista. Tuloksena voi olla epätasaisia pintoja tai jopa halkeilua.
Vaikka valmistusinsinöörit huolehtivat näiden asioiden huomioimisesta, on hyvä huomioida se itsekin. Se auttaa ottamaan huomioon materiaalin käytön.
Saumaus
Jos haluat vahvistaa metallilevyn reunoja, saumaus on hyvä vaihtoehto. Silti jotkut neuvot pätevät. On parempi jättää pieni säde sauman sisäpuolelle. Säteen täydellinen murskaaminen vaatii suurta voimaa ja tonnistoa. Lisäksi se asettaa materiaalin halkeamisvaaraan. Säteen jättäminen sen sijaan vapauttaa tästä vaarasta.
Harkitse materiaalia
Tavalliset ohuet 1…3 mm:n rakenneteräslevyt kestävät melko hyvin mitä tahansa. Sen jälkeen sinun täytyy tehdä tutkimusta. Jotkut materiaalit ovat paljon oikukkaampia käsittelyn suhteen. Hyvän lopputuloksen saaminen riippuu tietämyksestäsi ja siitä avusta, jota tuotantoinsinöörisi pystyy tarjoamaan.
Metal Bending Online
Fractory tarjoaa edellä mainitut mahdollisuudet verkkopohjaisella alustalla. Online-taivutustarjouksen saaminen on erittäin helppoa, sinun tarvitsee vain ladata STEP-tiedostosi alustallemme, ja otamme sinuun yhteyttä 24 tunnin kuluessa lopullisen tarjouksen kanssa.
Voit tietysti toimittaa DXF-piirustuksen litteästä kuviosta saadaksesi automatisoidun hinnan leikkausmenettelystä. Tämä voi auttaa sinua mallin optimoinnissa ja lopullisten kustannusten likimääräisessä arvioinnissa.
Ominaisuutemme:
Maksimivoima: 1000 tonnia
Maksimi taivutuslinjapituus: 7200 mm
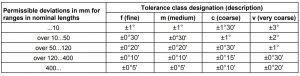
Jos asiakkaalta ei tule ylimääräisiä vaatimuksia, tuotteisiimme pätevät standardin mukaiset ISO-standardin mukaiset toleranssit. Taivutustoleranssit on esitetty yllä olevassa taulukossa.