Háttér
A fazekasság olyan agyag, amelyet modelleznek, szárítanak és égetnek, általában mázzal vagy bevonattal, edényt vagy dísztárgyat alkotva. Az agyag a földből kiásott természetes termék, amely a földkéregben lévő kőzetből évmilliók alatt bomlott le. A bomlás akkor következik be, amikor a víz erodálja a kőzetet, lebontja és lerakja őket. Fontos megjegyezni, hogy az agyagtest nem azonos az agyaggal. Az agyagtestek olyan adalékanyagokkal kevert agyagok, amelyek megmunkálás és égetés során különböző tulajdonságokkal ruházzák fel az agyagot; így a kerámia nem nyers agyagból, hanem agyag és más anyagok keverékéből készül.
A fazekas többféleképpen is kialakíthatja a termékét. Az agyagot modellezhetik kézzel vagy fazekaskorong segítségével, megmozgathatják egy olyan szerszámmal, amely a mestermodell formáját másolja a gyártási darabra, öntőformába önthetik és megszáríthatják, vagy négyzetekre vagy táblákra vághatják vagy préselhetik. A kerámia megformálásának módszerei éppoly változatosak, mint az azokat készítő kézművesek.
A kerámiát elég magas hőmérsékleten kell égetni ahhoz, hogy az agyag megérjen, ami azt jelenti, hogy a magas hőmérséklet megkeményíti a darabot, hogy képes legyen megtartani a vizet. Ennek az égetésnek szerves része a folyékony máz hozzáadása (lehet festett vagy mázba mártott) az égetetlen edény felületéhez, amely megváltoztatja a kémiai összetételt, és összeolvad az égetett edény felületével. Ezután a kerámiát üvegesnek nevezik, ami azt jelenti, hogy képes megtartani a vizet.
Történelem
A fazekasok évmilliók óta formálnak agyagból edényeket. Amikor a nomád ember letelepedett és felfedezte a tüzet, az agyagedények égetése sem állt messze tőle. A csiptetős edények, amelyek olyan agyaggolyókból készültek, amelyekbe ujjakat vagy hüvelykujjakat dugtak a nyílás kialakításához, lehettek az első kerámiák. A hosszú agyagtekercsekből álló, összekevert agyagtekercsek sem maradtak le sokkal később. Ezeket az első edényeket alacsony hőmérsékleten égették, ezért törékenyek és porózusak voltak. Az ókori fazekasok ezt részben úgy oldották meg, hogy égetés előtt kővel vagy kemény fával kiégették a felületeket. Ezek az alacsony hőmérsékleten égetett cserepek ezektől a tüzektől feketedtek meg. A díszítés általában a puha agyagba történő bevágások vagy szerszámok által történő behelyezések eredménye volt. A korai fazekasok olyan tárgyakat készítettek, amelyeket praktikus célokra lehetett használni, valamint olyanokat, amelyek a termékenység isteneit ábrázolták.
Az ókori Egyiptom és a Közel-Kelet civilizációi már i. e. 5000-ben felhasználták az agyagot építési és háztartási célokra. i. e. 4000-re az ókori egyiptomiak már sokkal nagyobb mértékben foglalkoztak fazekassággal. Finomabb agyagot használtak, és a darabokat sokkal magasabb hőmérsékleten égették a korai kemencékben, amelyek kivették az edényeket a közvetlen tűzből, így azok nem feketedtek meg a tűztől. Az agyagból készült téglákat építőanyagként is használták. Az ókori kínaiak i. e. 3500-ra már fekete kerámiát készítettek kerek talapzattal és fonott díszítéssel. Kr. e. 1000-hez közeledve a kínaiak használták a fazekaskorongot, és kifinomultabb mázakat fejlesztettek ki. Kerámiáik gyakran szerepeltek a temetési szertartásokon. Az i. e. első évezredben a görögök elkezdték a kerékkel való fazekasságot és a kifinomult formák megalkotását. A prekolumbiaiak, az ókori ibériaiak, az ókori rómaiak (akik kiemelkedő díszítésű kerámiákat formáztak) és az ókori japánok mind gyönyörű kerámiákat készítettek mind háztartási, mind vallási célokra.
A tizennyolcadik század közepéig az európai fazekasok általában kis mennyiségű kész árut értékesítettek a piacon vagy kereskedőkön keresztül. Ha többet akartak eladni, több árut vittek a piacra. A brit termelő fazekasok azonban új testtípusokkal kísérleteztek, tökéletesítették a mázakat, és megrendeléseket vettek fel a gyárakban készült termékekre, ahelyett, hogy kész termékeket vittek volna a fogyasztókhoz. A tizennyolcadik század végére sok fazekastársuk követte ezt a példát, és mindenféle új testekkel és mázzal kísérleteztek. Az öntőformákat arra használták, hogy tömeges mennyiségben készítsenek egyforma terméket, hogy a fogyasztó biztos lehessen abban, hogy a darab kinézete megegyezik.
Nyersanyagok
Elsődleges ásványa a kaolinit; az agyagot általánosan úgy lehet leírni, hogy 40% alumínium-oxid, 46% szilícium-oxid és 14% víz. Az agyagnak két típusa van, az elsődleges és a másodlagos. Az elsődleges agyag ugyanazon a helyen található, mint a kőzet, amelyből származik – nem szállította víz vagy gleccser, így nem keveredett más üledékekkel. Az elsődleges agyag nehéz, sűrű és tiszta. A másodlagos vagy üledékes agyag könnyebb üledékből képződik, amelyet a víz tovább vitt és lerakott. Ez a másodlagos agyag, az üledék keveréke, finomabb és könnyebb, mint az elsődleges agyag. A különböző adalékanyagok különböző tulajdonságokkal ruházzák fel az agyagot. Az agyag kétféle formában érkezik a fazekashoz: porként, amelyhez vizet kell hozzáadni, vagy már hozzáadott vízzel. A nagy gyárak hatalmas mennyiségben vásárolják az agyagot szárazanyagként, és minden nap szükség szerint állítják össze az agyagtételt.

Ez a szép, zömök kőedény teáskanna az angliai Staffordshire-ben működő Josiah Wedgwood and Co. munkája, amely talán a legismertebb a tizenkilencedik századi brit fazekas cégek közül. A teáskannák és a hozzájuk tartozó csészék az 1700-as évek közepe táján váltak nagyon népszerűvé a “tea” és a hozzá kapcsolódó szertartás fejlődési jelentősége miatt. Így a tizennyolcadik században a portékák egyik fő támasza a teáskanna- és csészekészletek voltak.
Josiah Wedgwood nem elégedett meg azzal, hogy egyszerűen csak meglehetősen véletlenszerűen szállítson kerámiákat. Tudta, hogy a jó minőségű, vonzó kerámiáknak nagy piaca van, és minden bizonnyal mindent megtett azért, hogy rendszeresítse a terméket, és kifejlesztett néhány új terméket, amit az embereknek egyszerűen muszáj volt birtokolniuk. Ő volt az egyik első fazekas, aki megrendelések útján előre eladta áruját, így létrehozva egy minta- vagy “raktárkészletet”. Mivel termékeinek egységesnek kellett lenniük, olyan mázakat fejlesztett ki, amelyek egységes eredményt adnak, és a munkafolyamatot sok különböző lépésre osztotta fel, hogy egy-egy munkás ne legyen óriási hatással a késztermékre. Wedgwood számára különösen fontos volt a modellező és a művész munkája, akik a Wedgwood számára a prototípus formákat és mintákat készítették. Wedgwood felfedezte, hogy ezek a művészek antiknak tűnő új kerámiákhoz tudtak terveket készíteni, és ezek a neoklasszicista darabok sok éven át üzletének fő támaszát jelentették.
Nancy EV Bryk
A mázak olyan anyagokból állnak, amelyek az égetés során összeolvadnak, és az edényt üvegessé vagy folyadékokkal szemben áthatolhatatlanná teszik. (A kerámiamérnökök meghatározása szerint az üveges olyan edény, amelynek vízfelvétele kevesebb, mint 0,5%). A mázaknak három elemet kell tartalmazniuk: szilícium-dioxidot, az üvegesítő elemet (a nyers kerámiát üvegszerűvé alakítja), amely az őrölt és kalcinált tűzkőben és kvarcban található; fluxust, amely a mázat az agyaghoz olvasztja; és tűzálló anyagot, amely megkeményíti és stabilizálja a mázat. A színt fémoxid hozzáadásával nyerik, beleértve az antimon (sárga), réz (zöld, türkiz vagy vörös), kobalt (fekete), króm (zöld), vas, nikkel, vanádium stb. hozzáadásával. A mázakat a fazekasok általában száraz formában vásárolják. A mázakat lemérik, és vízzel együtt golyósmalomba töltik. A mázat a golyósmalomban összekeverik, és a mázat őrlik, hogy a mázban lévő természetes részecskék mérete csökkenjen.
Tervezés
A fazekasüzemekben művészeti igazgatók dolgoznak, akiknek az a feladatuk, hogy piacképes árukat tervezzenek a fazekas cég számára. Általában a művészeti igazgató a marketingesekkel együttműködve kidolgozza vagy megalkotja egy új alkotás ötletét. (Érdekes módon sok fazekas cég régi, évtizedekkel ezelőtt népszerű formákat reprodukál, mint például az élénk színű Fiesta Ware, így az új design nem minden esetben szükséges vagy kívánatos.) A művészeti vezető ezután egy agyagmodellezővel dolgozik együtt, aki az alkotás eredeti formáját a művészeti vezető előírásai szerint készíti el. Ha a forma életképes jelöltnek minősül a gyártásra, a formakészítő gipszmintát készít a jiggering gép számára (amely lényegében egy mesterformát rajzol át a gyártási darabra), vagy egy üreget, amelybe agyagot öntenek a gyártási darab megformálásához.
A gyártási folyamat
Az agyag keverése
- 1 Az agyag teherautón vagy vasúton érkezik por alakban. A port megnedvesítik vízzel, és egy hatalmas tartályban keverik egy lapáttal, az úgynevezett blungerrel. Több orsó keveri és keveri újra az agyagot, a víz egyenletes eloszlása érdekében. Egy nagy gyártó fazekasnál egy tipikusan kevert tétel 45 400 kg (100 000 font), és gyakran két tételt is összekevernek egyetlen nap alatt. Ekkor az iszap körülbelül 30 % vizet tartalmaz.
- 2 Ezután az iszapot szűrőpréssel sajtolják. Egy berendezés zsákok vagy szűrők közé préseli az iszapot (mint egy almaborprés), hogy kiszorítsa a felesleges vizet. A keletkező agyag sűrű és meglehetősen száraz, amit most péksüteménynek nevezünk, és körülbelül 20% vizet tartalmaz.
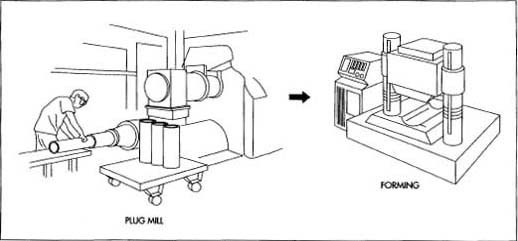
- 3 A pogácsát ezután egy dugómalomba helyezik, amelyben az agyagot finom darabokra aprítják. Ez az aprítás szőrteleníti az agyagot, mivel a szivattyúk kiszívják az így feltáruló légzsákokat. A süteményt ezután hengerekké formálják, amelyek már készen állnak az öntésre vagy formázásra.
Jiggerlés
- 4 A szabályos, üreges edény előállításának leggyorsabb módja a jiggerlőgép használata. Így az olyan üreges edényeket, mint például a vázák, nagyrészt jiggergépeken készítik. A dugómalomban készült agyaghengereket a kirakógépre küldik. A váza elkészítéséhez egy nedves agyaghenger egy szívókar segítségével a vázagépre kerül, amely az agyagot egy gipszformába helyezi. Ezután egy fémkar leereszkedik a nedves agyaghengerbe, és nekinyomja azt a gipszforma belső falának, így alakítva ki az új edényt. A gipszforma, nedves agyaggal
 Miután megformázták, a zöldárut mázasítják, majd kiégetik, és így kerámiát készítenek.
Miután megformázták, a zöldárut mázasítják, majd kiégetik, és így kerámiát készítenek.belsejében, majd kiemelik a gépből és szárítóba helyezik. Ahogy az agyag felmelegszik és kissé megszárad, az új, nedves agyag lehúzódik a gipszformáról, és így könnyen eltávolítható. Így a gyárnak több ezer gipszformával kell rendelkeznie ahhoz, hogy ezeket a vázákat vagy más üreges edényeket készítsen, mivel minden egyes új edény elkészítéséhez egy gipszformát használnak. A gyár egyetlen perc alatt akár 9 darab kerámia elkészítésére is képes lehet.
- 5 Egy gép eltávolítja a nyers éleket a megformázott darabról. A megtisztított darabokat egy folyamatosan mozgó szalagra helyezik, amely alagútszárítókhoz vezet, amelyek felmelegítik a darabokat, és a mázazás és égetés előtt 1% alá csökkentik a víztartalmat.
Csúszóöntés
- 6 A finom vagy bonyolult sziluettű kerámiákat gyakran csúszóöntéssel alakítják ki. Kétrészes gipszformába öntik az önthető slip-et vagy iszapot, a felesleget kiöntik, és hagyják, hogy a slip megmerevedjen és megszáradjon. A gipszforma felszívja a felesleges víz egy részét, és segít meggyorsítani a száradási folyamatot. A gipszformát akkor nyitják ki, amikor a zöldáru (a még kissé nedves, díszítetlen agyagdarab) elég merev, a darabot megtisztítják a formából származó durva élektől és varratoktól, és a szuszpenzióval öntött zöldáru készen áll a szárításra a fűtött szárítókban.
Mázazás
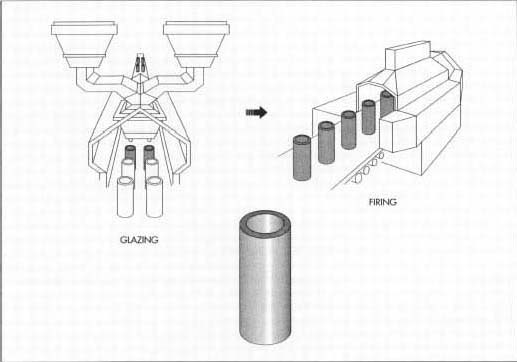
- 7 Miután a darabok megszáradtak, készen állnak a mázazásra. A darabokat teljesen be lehet vonni egyszínű mázzal úgy, hogy a darabokat egy vízesésnyi máz alá vezetik, amely teljesen bevonja az egyes darabokat, vagy a darabokat mázzal is be lehet permetezni. A mély üreges edényeket, például a vázákat kézzel kell mázzal átmosni, hogy a belsejüket teljesen bevonják. A mázat általában 0,006-0,007 in (0,015-0,017 cm) vastagságban viszik fel. Más darabok dekoratívabban mázasak lehetnek. Egyes darabokat szitanyomással, másokat kézzel felhordott dekoratív matricával, másokat géppel felhordott vonalakkal vagy koncentrikus gyűrűkkel, megint másokat pedig kézzel festettek.
Égetés
- 8 A kemencéket fűthetik gázzal, szénnel vagy elektromossággal. Az egyik nagy termelő fazekas földgázzal fűtött alagútkemencéket használ. Nagyméretű kocsikat vagy vagonokat (kb. 5 láb vagy 1,5 m négyzet alakú és közel 5 láb vagy 1,5 m magas) megraknak égetetlen kerámiával, és a kemencékbe küldik, ahol egyetlen hét alatt kb. 20 000 tucatnyi kerámiát égetnek ki. Az újabb kemencék magasabb hőmérsékleten működnek, mint a régebbi kemencék, és rövidebb égetési időt igényelnek – a kemencében körülbelül 5 órát töltenek a fazekak -, így a gyárak gyorsabban tudják a darabokat gyártani.
A kemence a mázat üvegszerű bevonattá változtatja, ami segít abban, hogy a fazék gyakorlatilag folyadékot át nem eresztő legyen. Az egyszínű gyártási kerámiákhoz csak egy égetés szükséges az új kemencékkel és mázakkal. (Sok máz megköveteli, hogy a zöldárut egyszer kiégessék és biszkává vagy tompa fehér, kemény testté alakítsák, majd mázazzák és újra kiégessék; ez azonban néhány új gyártási máz esetében nem szükséges.)
- 9 A kerámia mázatlan talpát (vagy alját) egy gépen tisztítópárnával polírozzák. Ezután a darabot egy tartályba helyezik, és csomagolásra kerül, készen áll az eladásra való kiszállításra.
Minőségellenőrzés
Minden nyersanyagot a vállalat által meghatározott szabványok alapján ellenőriznek. Az agyagoknak tartalmazniuk kell a termékhez szükséges és a vállalat által megrendelt összetevőket. A mázaknak a lehető legtisztábbnak kell lenniük, és ellenőrzik a megfelelő árnyalatot, viszkozitást, gravitációt stb. A kemence hőmérsékletét gondosan ellenőrizni kell hőkúpok és termoelemek stb. segítségével. És minden ember, aki részt vesz a termelésben, a szemét használja, hogy ellenőrizzék a gyengébb minőségű termékeket.
Melléktermékek/hulladékok
A kerámia előállítása során nem keletkeznek káros melléktermékek. Az agyaghulladékok és a csiszológépről vagy a slip-öntésből származó tökéletlen darabok újrakeverhetők és újra felhasználhatók. A mázaknak ólommentesnek kell lenniük, ahogy azt az Élelmiszer- és Gyógyszerügyi Hivatal (FDA) előírja, és a mázakat házon belül tesztelik, hogy biztosítsák az FDA-t, hogy nem tartalmaznak sem kadmiumot, sem ólmot. Minden máz emberi kéz által megérinthető, nyers állapotban nem káros.
Hol tudhat meg többet
Könyvek
Barber, Edwin Atlee. Az Egyesült Államok kerámiája és porcelánja. New York: G. P. Putnam’s Son’s, 1893.
Chavarria, Joaquim. A kerámia nagy könyve. New York: Watson-Gupthill, 1994.
Forty, Adrian. A vágy tárgyai. New York: Pantheon Books, 1986.
Hiller, Bevis. Kerámia és porcelán 1700-1914. New York: Meredith Press, 1968.
-Nancy EV Bryk